































At the September 19, 2004 meeting Stuart Batty presented a varied demonstration. A second generation woodturner who began at the age of 10 doing production turning for his father, Allen Batty, he developed his tool technique and then began to teach and explore the artistic possibilities of the lathe. He currently demonstrates in many countries and shows his work in galleries in England. The following synopsis was written by member Al Geller, and the photos were taken by Ron Lindsay and David Frank.
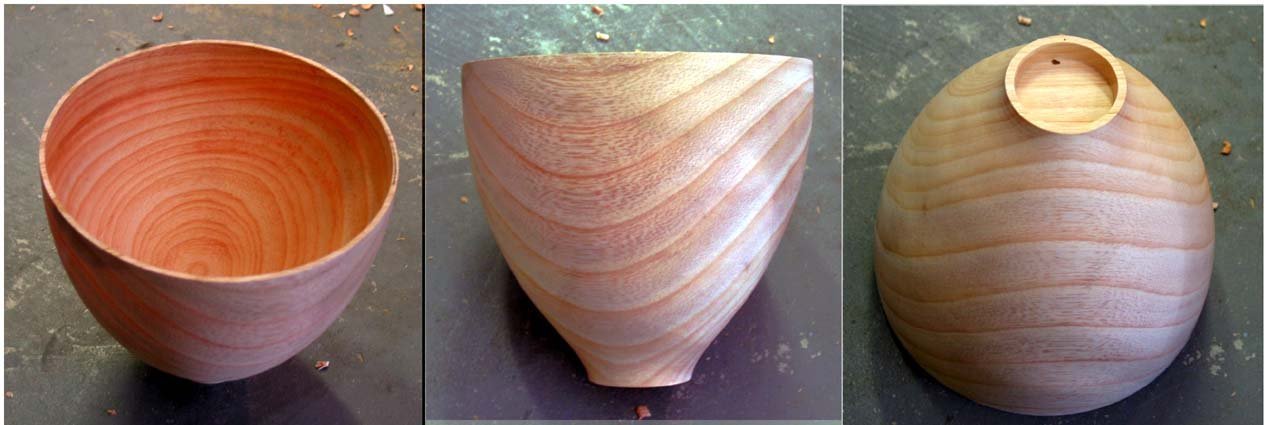
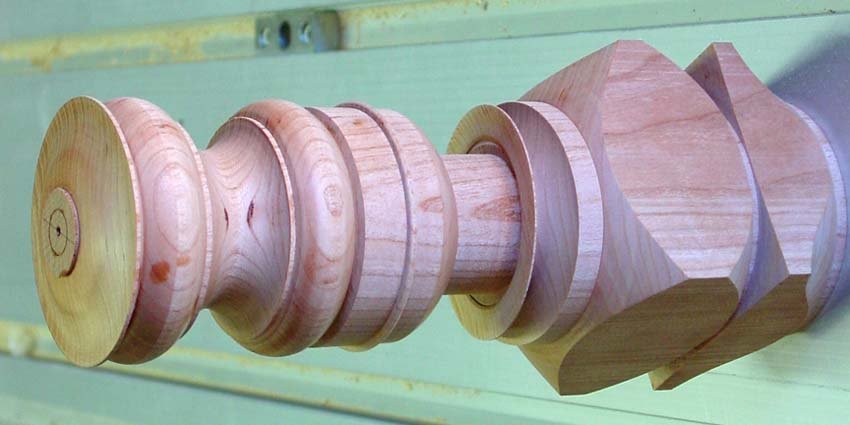
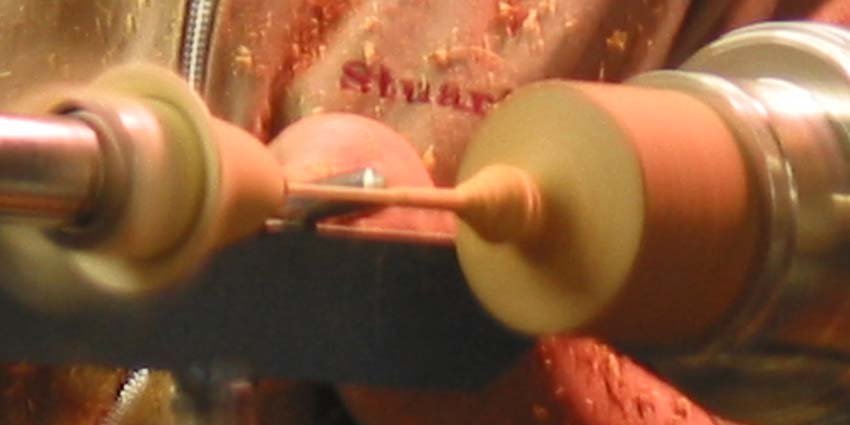
Stuart Batty conducted an all day demo on Sunday, Sept. 19, 2004 that was breath taking. He turned a deep small footed bowl/vase shape, a sphere, a goblet and demonstrated using a spindle gouge in lieu of a skew to make pommel cuts, beads and coves in spindle work, and an off-center square winged bowl. Since there was so many items and topics covered, I will only describe Stuart’s basic concepts of woodturning.
1) Gouges: He recommends that the gouge be ground at a 40°-42° angle. His optimum angle is 40°. [He uses this on the spindle roughing gouge, spindle and bowl gouges and only switches to a 60° grind for the very bottom of a bowl.] Below 40° the gouge gets too aggressive and grabby. He also grinds away the bottom of the bevel at the gouge nose so that he can make tighter curves inside a bowl. He sharpens often [free hand without jigs] and always before the final cut.
2) Types of cuts: He uses the push cut mostly since it produces a cleaner cut and doesn’t tear out end grain but he uses the pull cut to rapidly remove material. When using the push cut, the hand guiding the tool at the tool rest is used primarily to keep the tool on the rest. He emphasized not to push the gouge into the wood but to let it cut at its own speed. When the gouge is pushed into the wood [by riding the bevel too firmly] the wood at the point of contact is compressed and this will result in uneven cutting and produces an undulating surface (I’m an expert in this technique.) He showed that when this occurs, stop, back up and gently cut through the undulation. Feed the gouge slowly over the surface for the best finish.
3) Tools and Sharpening: He uses M-2, M-4 and A-11 steel tools. He believes that the higher Vanadium steels become more brittle and doesn’t recommend V-15, 2030 or 2060 tools. For sharpening he recommended SG ceramic aluminum oxide abrasive wheels that are J or K hardness and stressed never grind on the side of the wheel. He pointed out that the color of the wheel doesn’t tell the full story and it is necessary to read the label on the wheel. [SG stands for seeded gel- see comment section below the photos*.] He uses 46-60 grit to shape his tools and 80 grit to sharpen them. He uses a fine diamond dresser that has a rectangular cutting edge and slides the dresser across the wheel. As a safety feature when he first mounts and turns on a new wheel he does this from behind the grinder to prevent accidents from a wheel that was cracked in shipping. Also don’t over tighten the nut holding the wheel (the paper on the side should be left on both as a cushion and to identify the wheel) as this can crack the wheel also.
4) Chucks 4-jaw and jam: Always make a square shoulder on the wood to seat properly on the 4-jaw chuck. The chuck has to fit against the wood shoulder in order to work. [See the handout that Al has brought to the past two meetings regarding proper use of chucks.] When he uses the 4-jaw chuck, the jaws are nearly completely closed in order to achieve maximum gripping of the wood. He doesn’t orient the wood grain in any special way in a 4-jaw chuck. For jam chucks he makes a positive shoulder and a constant size inner diameter body which projects ½” ± beyond the shoulder into the work piece. This projection will keep the piece aligned on the jam chuck if it moves slightly away from the shoulder. He also used masking tape to secure his pieces to the jam chuck.
5) Tool use: Stuart believes that the length of the tool handle should be longer as more of the tool hangs out over the tool rest. He expressed this in ratios which were hard to follow, but as two examples, he thought the handles on parting tools (particularly the 1/16″ thick short ones) where much too short since even with the tool rest close to a spindle, you are parting to the center line and the tool is way out over the rest. Also he felt that the handles on some spindle gouges and beading tools were too long since the tool rest is near the work and a long handle hits your body when you are trying to do fine work with your hand and wrist turning the tool, unlike bowl turning where a long handle is ideal and braced against you hip as you move in an arc in front of the lathe as you rock from one foot to the other as the cut proceeds.
He uses the skew chisel only for lay out and shear scraping. For pommel cuts he prefers the spindle gouge and for beads either the spindle gouge or a Bedan type square beading tool or parting tool. He doesn’t like the diamond shaped parting tools because the two sides are often asymmetrical and thus wider than the actual cut. Since the typical roughing gouge has a small tang in relation to the size of the gouge it is prone to breaking and should only be used for spindle work when taking square stock to round. A thick bowl gouge does the same work and is much less likely to break.
I’m sure I’ve left lots of tips out. Stuart was terrific in sharing his knowledge and experience. Al Geller
* Editors note: The following information came from the Norton Industries web page at http://www.nortonabrasives.com/industrial/howto/howto1.asp and while it is directed to “sand paper” it explains the SG terminology that Stuart was using.
· Abrasive Grain: In selecting a coated abrasive belt, the user must choose from several abrasive grain types available. The coated abrasive grain has a direct relationship to product life and finish. At its most basic, this can be best described as shown below:
- Good – aluminum oxide
- Better – zirconia alumina
- Best – seeded gel (“SG”) ceramic aluminum oxide
On applications where productivity and cost-effectiveness can be measured, nothing matches the productivity and finish quality consistency produced by using SG ceramic abrasives. The difference in abrasive performance can be traced to the way SG grain is manufactured. The abrasive is made using a process that creates ceramic aluminum oxide crystals containing billions of abrasive particles per grain. This “microstructure” allows each grain to remain sharp during sanding, continually exposing fresh, sharp cutting points.
When comparing belt life and finish consistency using SG versus standard aluminum oxide, productivity increases of 300 to 600 percent are common.
When specifying the grit size of the grain you’ve selected, don’t choose a coarser grit size than is absolutely necessary to achieving your required finish. Coarse grit products create patterns that must be completely removed as finish upgrade approaches your required sanded surface.
Don’t skip more than one grit size in a grit sequence when finish upgrading. Skipping two or more grits in a sequence can become very costly, because an excessive number of the finer grit belts must be used to remove the previous coarse grit pattern.